


Pytania na które trzeba odpowiedzieć przed zakupem Walcarki SAHINLER 4R HSS lub 4R HS do 3100 mm długości roboczej.
By określić, który rodzaj maszyny 4R (HSS czy HS) wybrać, musimy ustalić jaką maksymalną grubość ma arkusz blachy, który chcemy obrabiać.
Do blach cienkich od 1,5 mm do 8 mm przeznaczone są maszyny z serii 4R HS (Hydraulic 4 Rolls Plate Bending Machine).
Do blach grubszych od 8 mm do 85 mm i więcej, najlepszym wyborem będą maszyny z serii 4R HSS (Hydraulic Heavy Duty 4 Rolls Plate Bending Machin). „Heavy Duty” to określenie urządzeń bardzo wytrzymałych, przeznaczonych do ciągłej pracy w ciężkich warunkach.

Proszę pamiętać, że nie jest to stałe i niezmienne rozgraniczenie. Istnieją wyjątki od tej reguły a dobrym przykładem jest walcarka 4R HS 20-260, która posiada zdolność do gięcia blach 16 mm na pełnej długości roboczej, a nie jest to typ Heavy Duty.
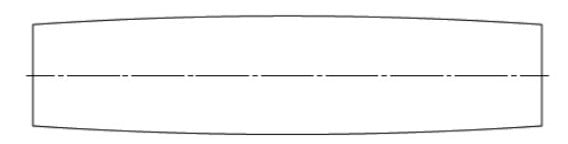
Każde walce maja swoją baryłkowatość, która umożliwia dokładniejsze zwijanie. Im większa dopuszczalna grubość maksymalna tym bardziej baryłkowaty kształt walca potrzebujemy, tak aby środek zwiniętego elementu był jak najbardziej cylindryczny. Walcem przeznaczonym do dużych grubości np. 4R HSS 30 680 ciężko będzie nam wywalcować cieńsze blachy (np. 5 mm), ze względu na duże odchylenie walca między środkiem a jego krawędzią – powoduje to deformacje materiału.
Kiedy określimy maksymalną długość obrabianych blach i ich maksymalną grubość, musimy zadać sobie kolejne istotne pytania:
- Jaki gatunek materiału będzie obrabiany (np. S235, S355 itp.)?
- Jaką minimalną średnicę ma mieć gotowy detal?
- Czy jest to produkcja wielkoseryjna czy jednostkowa? Potrzebne do określenia czy potrzebujemy standardowe sterowanie czy NC.
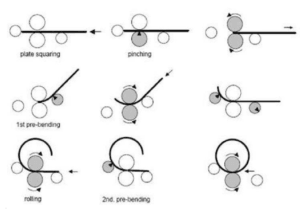
- Czy będziemy stosować gięcie wstępne Pre-bending? W większości przypadków będzie niemal konieczne.
Dlaczego gięcie wstępne Pre-bending jest istotne.
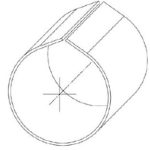 Podczas gięcia bez pre-bendingu otrzymamy płaską część na każdym z końców blachy. Wynika to z odległości pomiędzy rolkami dolnymi. By rozwiązać problem płaskich części (wyprostek) możemy zespawać końce cylindra i ponownie go przewalcować, nadając mu wymagany kształt. Niestety jest to czasochłonny proces generujący dodatkowe koszty.
Podczas gięcia bez pre-bendingu otrzymamy płaską część na każdym z końców blachy. Wynika to z odległości pomiędzy rolkami dolnymi. By rozwiązać problem płaskich części (wyprostek) możemy zespawać końce cylindra i ponownie go przewalcować, nadając mu wymagany kształt. Niestety jest to czasochłonny proces generujący dodatkowe koszty.
Gięcie wstępne Pre-bending jest procesem walcowania, w którym wyprostki będą jak najkrótsze. Aby wywalcować blachę potrzebny jest moment zginający, czyli siła razy odległość. Im mniejsza odległość tym więcej siły musimy użyć i tym mniejsza będzie płaska część na każdym z końców blachy. Minimalna wartość średnicy na jaką można wygiąć blachę z uwzględnieniem odkształceń to około 1,5 raza średnicy górnego walca.
Podsumowując: wybór najlepszej walcarki jest uzależniony od kilku ważnych kwestii związanych z prowadzoną przez nas produkcją oraz jej wielkością. Należy również pamiętać o innych maszynach wykorzystywanych przez nas w procesie produkcyjnym, które w połączeniu z walcarkami Sahinler usprawnią jego przebieg.