Dodatkowa nakładka CAD/CAM do oprogramowania
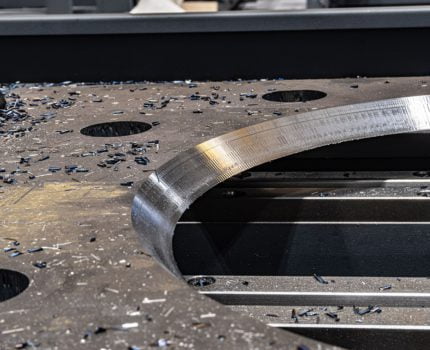
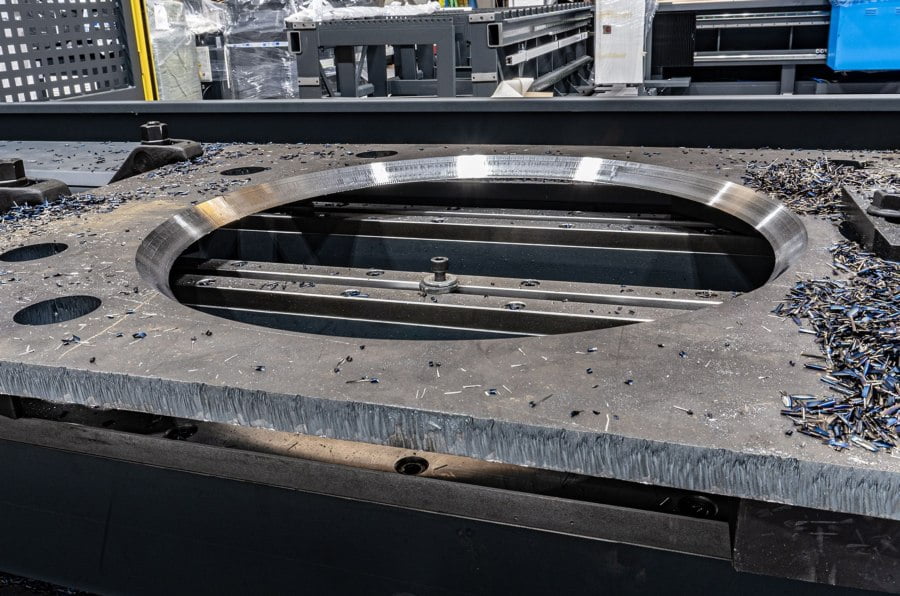
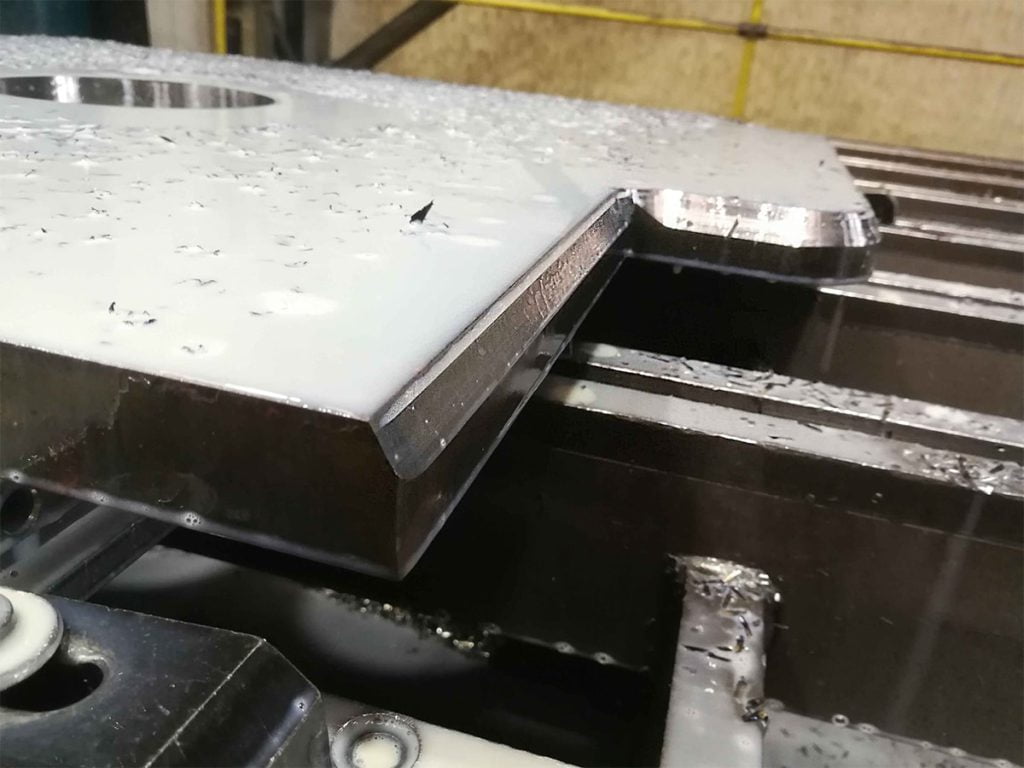
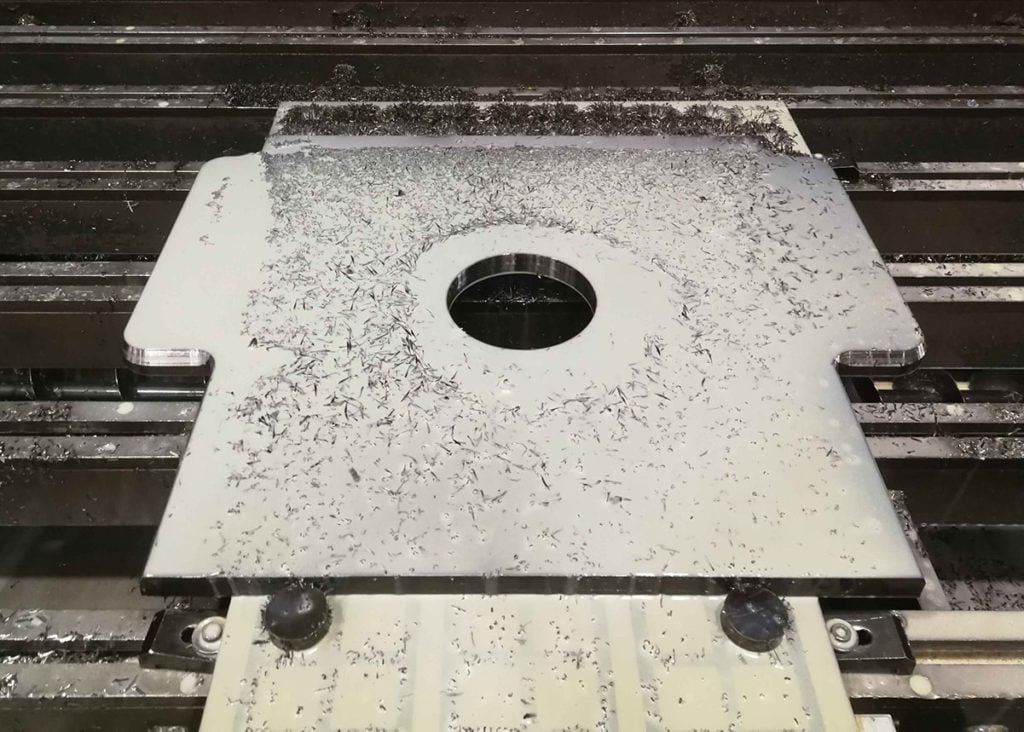
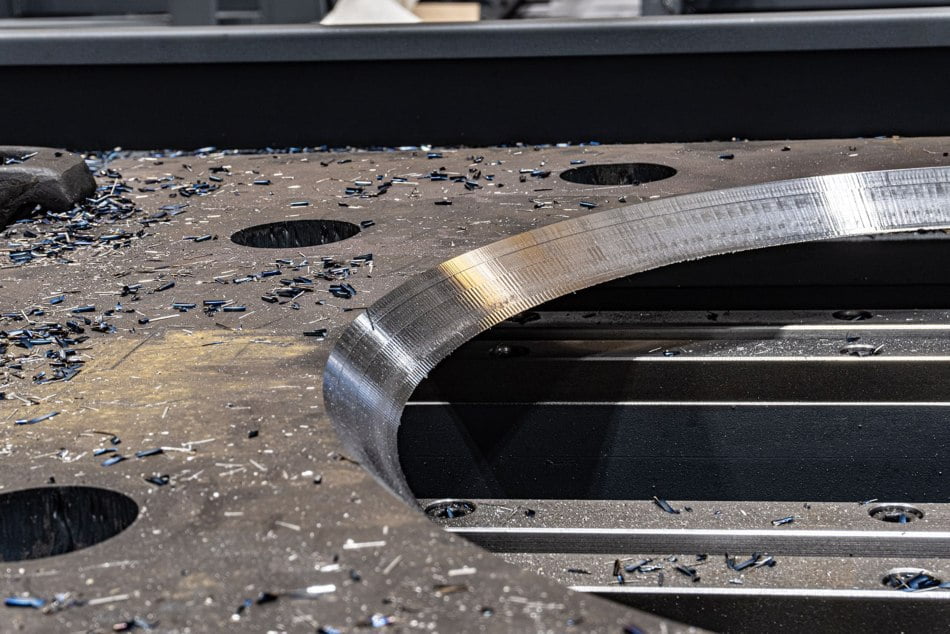
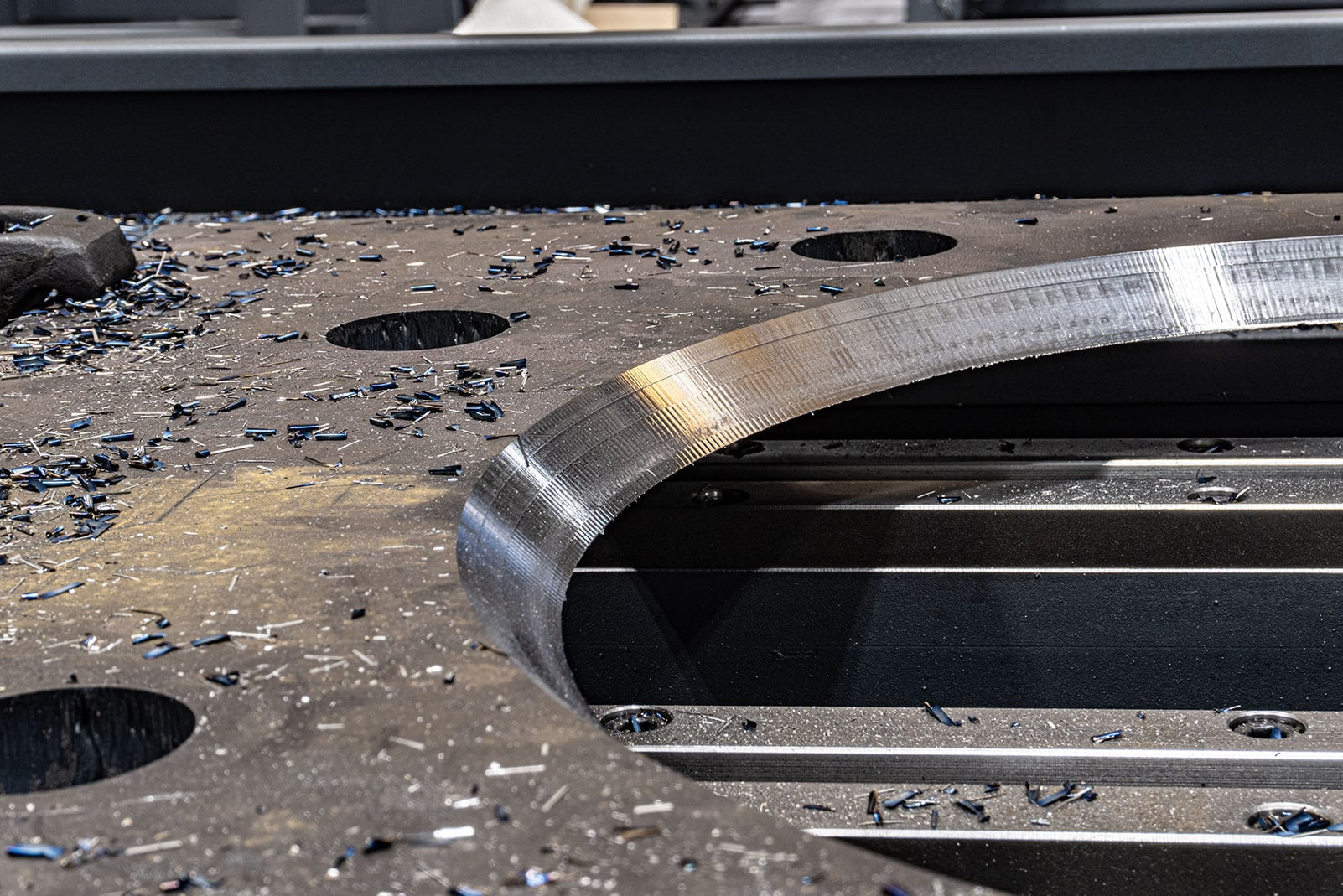
DRILLCAM umożliwia import plików w formacie STEP bezpośrednio do sterownika wiertarki i i automatyczne konwertowanie na język ISO (G-CODY). Posiadanie nakładki CAD/CAM ułatwi i przyspieszy przygotowanie obróbki detali, zaoszczędzi cenny czas operatora. Montaż detalu na stole wiertarki jest najistotniejszy i ma on wpływ na szybkość obróbki oraz żywotność narzędzi. Blacha wymaga odpowiedniego zamocowania na stole w taki sposób, aby wyeliminować jej wibracje podczas obróbki. Mocowanie blach przy użyciu tradycyjnych docisków będzie najtańsze ale może być czasochłonne z uwagi na konieczność zmiany miejsc stosowania docisków w zależności od kształtu blachy. Słabo dociśnięty lub źle podparty detal powoduje drgania podczas obróbki co niekorzystnie wpływa na żywotność płytek generując przy tym duży hałas. Mając na uwadze tak duże powierzchnie obrabianych blach i ich różnorodność należy rozważyć zakup stołów elektro magnetycznych co znacząco wpłynie na skrócenie czasu przygotowania materiału do obróbki i zapewni jego właściwe mocowanie. Poniższe zdjęcie od jednego z naszych klientów w Polsce prezentuje detal zamontowany poprzez dedykowany stół elektromagnetyczny na wiertarce bramowej CMA GRD. W tym przypadku klient stosował głowice ukosujące wymagające stosowania chłodzenia emulsją.